一針一線,承載用心生產的有機棉寢具
2018-12-01・冬藏.保存食
文.攝影/邱巧君.企畫部企畫課專員 攝影/林亭㚬
市售寢具百百種,都標榜舒適、耐用,選擇為家人置備合作社有機棉寢具的社員彭小姐和王小姐說:「合作社的產品標示都很清楚,讓我們可以安心使用。」寢具與皮膚長時間接觸,因此合作社不但在成分與標示謹慎把關,每年也將布料送至專業單位做檢驗。此外,彭小姐非常重視寢具是否在台灣本土製造,而合作社的寢具正是選用土耳其取得認證的有機棉花後,從紡紗到織布皆在台灣完成。

根留台灣,有機棉被串起本土紡織產業
有機棉生產者知蓮實業多年合作的織布廠「佳和實業」,自1972年成立,逐漸建立起紡紗、染紗、織布、染整到成品布的一條龍完整作業流程,對於有機棉產品製作的品質十分嚴謹。
除了每年和國際有機棉認證單位申請到台灣認證外,製程中從投料前的清潔時間就高出一般棉花的一倍,以符合「GOTS」標準[備註] [備註]全球有機紡織品標準(The Global Organic Textile Standard, GOTS)為全球最嚴謹的有機棉認證標準,不只針對紡織成品做規範,從種植、加工到最後的出口等全部過程皆是層層把關。,清潔的技巧更需適當拿捏,以免傷到有機棉的纖維或是無法準確去除雜質,導致後續染整困難,並在生產線以隔幕區隔其它非有機棉產線。合作社的寢具就是在每個謹慎的步驟中誕生的。
面對國內紡織廠逐漸外移,但佳和實業仍將技術留在台灣。此外,持續以計畫性生產或少量多樣的生產模式,不斷求新求變,甚至到國外參展,將台灣本土紡織產業的技術發揚光大。
2019年有機棉寢具有「格」性
今年合作社與有機棉生產者,決定跳脫條紋花色,以格紋花色呈現。為讓社員有更多元選擇,以往寢具顏色以中性色為主調,今年將以「藍格紋/藍色」、「粉紅格紋/粉紅色」2組花色供應給社員,由4種色彩組成一款花色,採經緯異色交織而成,並沿用去年讓柔軟觸感升級的碳刷磨毛加工,讓社員保有舒適且親膚的感受!

製程大公開!厚工的有機棉寢具織布
織布廠取得有機棉花後,從紡紗、織布到最後的寢具成品,其實有許多繁複的環節喔!
紡紗
抓棉→清花→梳棉→預併條→條捲→精梳→併條→粗紗→細紗→絡筒成形→成品紗
抓棉:紡織的第一道工序,將被擠壓的棉花,透過抓棉機使其蓬鬆。

梳棉與併條:透過針布梳理,再併合牽伸,去除棉花中的雜質,紡製為平齊化的棉纖維條。

精梳:以精密度更高的梳針,將短纖維排除,使纖維進一步平齊化,紡製成更均勻的精梳條。

粗紗:把精梳條再併條並運用牽伸原理,加工成不同的粗細(支數)、撚度[備註] [備註]撚度:表示紗在每一單位長度所加撚的次數。以供下道工序使用。

細紗:將粗紗依訂單的規格需求,再施以牽伸加撚[備註] [備註]改變纖維的傾斜程度,用以增加棉條強度。以供下道工序使用。

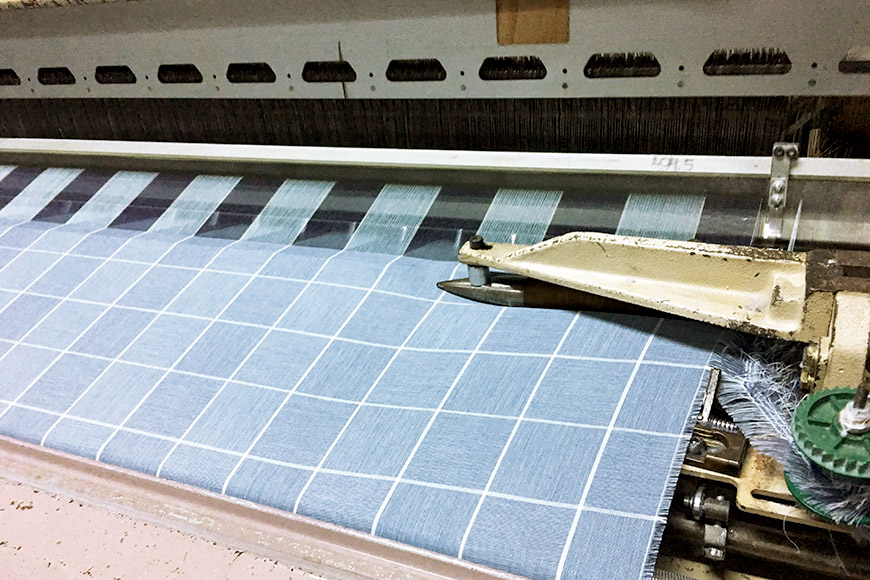
織布
染紗(筒染)→整經→漿紗→通經→(緯紗)→織布→品檢→加工調整→成品
整經:依照需要的尺寸,準備一定的根數,讓經紗平行在經軸上。

織布:經紗完成後,進行緯向交織織布。